






Can we listen to the sound of failures?
Mass production of offshore wind structures and components plays an important role in large-scale deployment of offshore wind farms. To improve productivity and reduce the manufacturing cost is crucial for mass production of offshore wind structures . Welding of large components is an important procedure in the production of wind structures. Laser-based welding has the potential to increase productivity substantially compared to conventional arc welding using the deep keyhole mode of laser welding. However, the deep keyhole is susceptible to instabilities, and fast cooling rate may cause cracking.

In-situ repair on offshore structures
Laser-based additive manufacturing (or 3D printing) is often not regarded as a mass production process. However, it has large potential for in-situ repair on offshore structures. This technique has quite similar challenges to laser welding in terms of possible defects during production.
The common interest in laser welding and 3D printing is to perform in-situ monitoring and therefore results in high product quality. There are several methods that are used to detect defects after welding and 3D printing, by using for instance X-ray or vision-based sensors. These methods are either too expensive or only limited for surface defect detection. Therefore, we investigated the use of acoustic methods for laser welding and 3D printing monitoring, specifically acoustic emissions and ultrasound.
The former are passive methods where we ‘listen to’ the sound. However, it is challenging to correlate with specific events or defects. The latter are active, that is, we send and receive the ultrasonic wave, and it is possible to localize the signal . A drawback is that it is challenging to acquire measurements while the process is undergoing due to the high temperatures and noise during welding.
Good correlation between variations in the signal and the different phases of welding
For laser welding trials, we tested plates with different thicknesses and different types of steel. The laser power was ramped up to move from partial penetration to full penetration of the welding. We recorded the signal using vibration sensors placed on the plate. Results showed a good correlation between variations in the signal and the different phases of the welding.
Analyzing the power of the signal
We also tested the use of ultrasound to detect defects during laser welding. Here we collaborated with Force Technology which provided ultrasound equipment. We placed two ultrasonic transducers on the sides of the weld and connected them to the robotic arm with the laser. We registered data while the process was undergoing and after cooling. Analyzing the power of the signal, a good correlation was found between peaks in intensities and the locations of the defects after cooling.
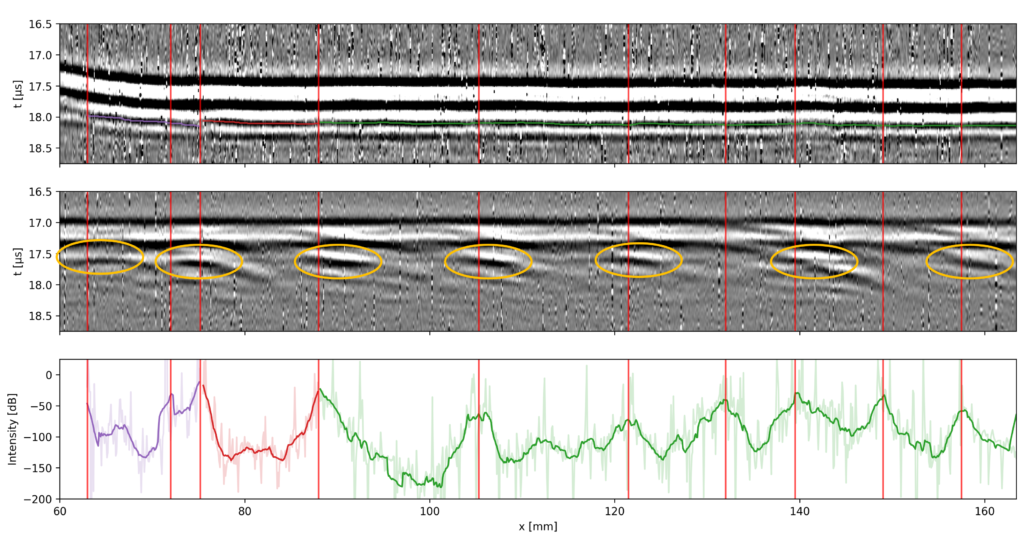
Middle: Close-up of TOFD data acquired after laser welding
Bottom: Intensity of the signal from the top figure, the red vertical lines indicate the peaks in intensity which correlate well with indications of solidification cavities after welding (orange circles).
For the 3D printing case, we applied the acoustic emission method in powder bed fusion (PBF) of aluminium. We recorded acoustic signals while changing 3D printing process parameters like laser power and scanning speed. We found a good correlation between acoustic emission signals and power with laser speed and power, as well as line depth and width.
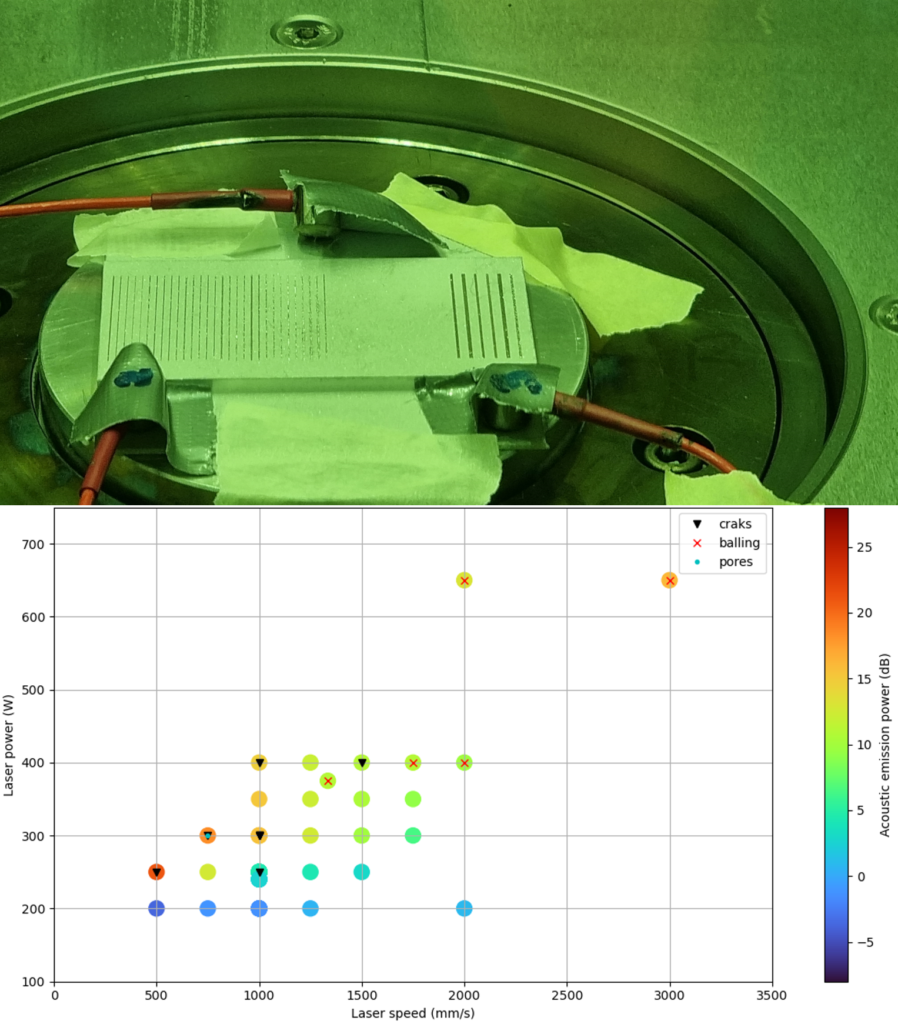
Bottom: Visualisation of acoustic emission power in dependency of laser speed and laser power.
A relatively cheap method
These preliminary results show the potential of using acoustic techniques for in-situ monitoring and quality control of laser welding and 3D printing. Acoustic-based manufacturing process monitoring and quality control is a relatively cheap method that could enable high quality welding and 3D printing. The method can also be used for optimization of process parameters and enhance robustness of laser welding and 3D printing.
Certainly, there are significant challenges ahead. The vision of acoustic methods being used for real time monitoring of welding and 3D printing is an inspiring goal we strive to achieve. Step by step, we move closer to making this vision a tangible reality.
To accomplish the goals, the creation of interdisciplinary teams becomes imperative, bringing together experts with diverse backgrounds including, but not limited to, acoustic emissions, ultrasound, laser welding and additive manufacturing.
This work has been funded by Research Council of Norway (RCN) / 321954 FME NorthWind and SINTEF’s internal SEP project funding on proess monitoring with acoustic emission and ultrasound, a cooperation between SINTEF Industry and SINTEF Digital.
Team members include:
SINTEF: Cristiana Golfetto, Anja Diez, Ivan Bunaziv, Xiaobo Ren, Tonni Franke Johansen, Martin Albertsen Brandt, and Kai Zhang.
Force Technology: Mathias Perskaas, Skule Edvard Smørgrav, Espen Elvheim, and Pål Tuset.









Comments
No comments yet. Be the first to comment!